Wooden lamellas for furniture joints. Types of wood splicing, technological process and equipment
Longitudinal splicing of wood is increasingly used for the manufacture of large wooden parts. This allows significant savings in raw materials. In addition to saving materials, this method also improves the consumer qualities of wood - it is less prone to deformation. The use of high-quality glue makes it possible to glue pieces of wood without visible seams, which creates the illusion of a solid timber or board.
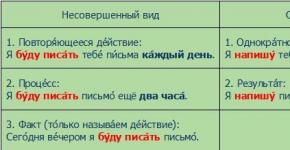
The connection of parts along the length is called splicing. The method of splicing the board is chosen depending on where the parts made from it will be used. For example, in the manufacture of a skirting board that does not bear any load, the board is spliced \u200b\u200bon a mustache: the ends of the boards to be joined are cut off at an angle of 45 degrees and overlapped with glue. There are several ways of splicing:
a - stepwise; b - on the mustache with dullness; в - stepped with a ledge; g - stepped on the mustache with bluntness; d - stepped with a ledge and wedges; e - stepped on the mustache with bluntness and wedges; g - back to back.
For products that will experience serious loads during operation, splicing on a thorn (wedge-shaped or serrated) is used. At the same time, due to an increase in the area of \u200b\u200bthe parts to be glued, the joint receives increased strength, wood is economically used.
All defects on short cuts of spliced \u200b\u200bboards are removed - this is how rough blanks for splicing are obtained. Then they are connected in slats of the required length using a micro-spike connection. Cutting of micro-tenons is carried out using special cutters on tenoning units. As a result, a compound is obtained that has the ability to self-wedge under the action of a press while maintaining the obtained effect. The process is subject to control in accordance with GOST 6449, 1 - 82 “Products from wood and wood materials. Tolerance fields for linear dimensions and fit ".

Using the technology of longitudinal joining from second-class raw materials, blanks of the required length and high quality are obtained. For longitudinal splicing, automatic or semi-automatic lines are used, the most famous of which are the following: Dimter, Paul, Irion, Reinhardt, Grecon, Ledinek. In this case, the following requirements must be observed:

- When splicing workpieces, it is impossible to allow the interval between the cutting of the thorns and the actual splicing process to exceed one day.
- The finished lamella spliced \u200b\u200bwith microthorns should not have gaps and crevices. Defects such as noticeable flaws on the planed side in the form of various holes and gaps indicate a defect in the work.
- The room intended for splicing work must ensure the presence of a positive air temperature, not less than 16 degrees.
- The moisture content of the workpieces to be glued may differ by no more than 3%.
- The moisture content of the finished lamella depends on what requirements are imposed by the consumer, but should fit into the parameters of 6-14%.
- According to GOST 10414-90 “Glued solid wood. General requirements for toothed adhesive joints ”end pressure when splicing coniferous and soft deciduous species - 8.0 MPa, hard wood - 10 MPa.
- The glue is applied with a special device, and the layer thickness should not exceed 0.1 mm. In the joint, the glue coating should occupy more than 0.8 times the depth of the tenon.
- It is permissible to use glue that meets the international standards DIN EN204 "Non-structural thermoplastic adhesives for wood".
- The product should be pressed no later than 2 minutes after applying the glue.
- For a strong connection, pressing should last at least 5-6 seconds.
- According to GOST 24700-99 No. Construction of buildings and structures. Wooden window blocks with double-glazed windows. Technical conditions ”the strength of the connection must be from 26 MPS and above.
- It is necessary to clean the product from excess glue.
- Before the next stage of processing, the product must be kept for at least a day (preferably two days) in a room with a temperature of 15 degrees. This will allow the glue to polymerize, and moisture in the wood will be evenly distributed during this time.
Main types of defects
A high-quality connection provides the spliced \u200b\u200blamella with the strength of the original wood and should not be very noticeable. In case of violation of technology or inattention of the operator, the following defects may be present in the finished product received from the splicing line:
| Defect | Cause of occurrence |
|---|---|
| There is an empty space between the thorns | Insufficient pressing or uneven application of the adhesive |
| The resulting product does not have the required strength | Less resin (glue) required on the spikes |
| Stepped - stepped finished part surface | Uncalibrated blanks (of different thickness) are fed for splicing. The resulting product is rejected and used for further processing |
| Rigidity - lamellas have sloped planes - the final product can be in the form of a propeller. | A poor-quality workpiece is obtained from the use of parts with tapered planes or with an incorrect initial setting of the machine, when the right angle between the plane of the cutting tool and the edge of the workpieces is not maintained. The permissible deviations per one meter of the workpiece are 3 mm in length and 2 mm in width. Such products are also recyclable. |
| Finished parts may have areas of torn wood grain in the tenon joints. | Formed when working with blunt tools or violation of technology. Products with torn fibers are also rejected. Defective products are spliced \u200b\u200bagain to obtain a quality product. |
All spliced \u200b\u200bblanks must be allowed to stand for two to three days so that the glue used has time to polymerize and acquire working qualities. After curing, the workpieces are subjected to finishing and get completely ready-to-use products from it. The finished product range can include painted floor slats, platbands, skirting boards, laminated veneer lumber or glued panels.
The use of automatic and semi-automatic jointing lines allows finding the use of off-grade or oversized wood and significantly expanding the range of products.
The choice of the splicing scheme depending on the load on the finished product
 If the product will only be compressed, then it is enough to apply the simplest type of splicing, connecting the parts overlapping (oblique or straight cuts). To increase the durability of the product under lateral loads, a patch-type connection is used. In this case, an overlay is made using beveled ends or with an end spike.
If the product will only be compressed, then it is enough to apply the simplest type of splicing, connecting the parts overlapping (oblique or straight cuts). To increase the durability of the product under lateral loads, a patch-type connection is used. In this case, an overlay is made using beveled ends or with an end spike.
For products designed for tensile loads, an overhead lock connection (gear or simple) is used. For its implementation, recesses and protrusions are cut out on the blanks to be joined. The design of the toothed padlock allows a high joint strength to be achieved, which can withstand compressive, tensile and lateral loads.
The double frying pan joint is a straight overlay with a spike called a dovetail. Shows high strength under various loads - lateral displacement, tension and compression.
The connection scheme "sliding lock" in the form of a lining with a beveled stop is capable of imparting strength to a product subjected to tension and lateral loads.
There is a scheme in which an increased rigidity of the construction of overhead locks is achieved by driving in additional wedges between the projections. Such locks are called tension locks. They are made either detachable or glued. Detachable tension locks should be coated or painted to help protect the lock from moisture.
Selection of raw materials for obtaining glued sawn timber
The quality of the final product is directly related to the quality of the raw materials. Despite the fact that glued timber implies the use of off-grade waste, for a higher yield of high-quality products, there are still selection criteria for raw materials. You can also glue sawdust, but then it will be a completely different product. Since our task is to obtain high-quality sawn timber, in order to reduce the cost when choosing raw materials, we must adhere to certain standards:
- Wood with too many knots will require too much work to prepare it, and most of it will go to waste. Therefore, we take only the wood of the first and second cuts.
- We select blanks of such length that will make it possible to obtain an acceptable quality of the product. Cutting too short will increase glue consumption and decrease quality. Plus, a significant part of such raw materials in the manufacturing process will turn into sawdust.
- Accept wood for processing with an allowance, the size of which excludes the formation of additional production waste.
The correct splicing technology includes the entire production cycle. Everything matters, from the right places for raw materials and semi-finished products to the quantity and quality of manufactured products and the percentage of waste.
Technological cycles of wood splicing processes
The whole cycle includes the following stages:
- Selection and sorting of raw materials;
- Drying of timber selected for splicing;
- Roughing for leveling raw materials;
- Removal of defects in raw materials;
- Trimming and manufacturing of spikes for joints;
- Sorting of the obtained lamellas;
- The splicing process itself - laying, gluing, pressing;
- Exposure of spliced \u200b\u200bproducts until the glue is completely polymerized;
- Finishing of fused wood.
After sorting and drying to a moisture content of 8-16%, the lumber is delivered to the workshop for the production of spliced \u200b\u200bwood. Available in packs of timber with and without spacers. When supplying bags with gaskets, it becomes necessary to introduce an additional operation - removing wood from the gaskets. In a particular case, everything depends on the chosen technology.
The next stage is roughing. It is necessary for leveling surfaces from all sides. The main task is to remove irregularities that have arisen during the drying of lumber from warpage. After roughing, minor defects are allowed in the form of insufficient quality chipping. Next, we remove those defects that will affect the quality of the final product. We get a new lamella ready for further processing.
Depending on what type of product is supposed to be obtained at the output, the technologist gives an indication of the nature of the defects that must be cut out of the blanks, or sorted out to obtain cheaper materials. Thus, glued timber for painting may contain a greater number of defects than high-quality glued beams or panels:

- blue;
- knots;
- resinousness;
- the presence of wane;
- other types of damage.
Trimming of lamellas occurs in automatic or semi-automatic mode. Automatic mode assumes cutting of parts according to a given program. When working in semi-automatic mode, the task of the machine operator is to distribute in which pocket to direct one or another lamella for facing.
In order to use the wood to the maximum, lamellas with defects are glued together using the technology - one side of the finished product (front) should not contain defects, and all defects should be on the wrong side of the product. For this, it is important not to make a mistake when arranging the spliced \u200b\u200bmaterial. Also do in the presence of wane. Lay the lamellas so that all parts with wane are on one of the ends of the finished product.
There should be a specially designated storage area for each type of lamella in the workshop.
All received lamellas are stacked on pallets by grade and signed. This approach allows you to clearly track the production process. Splicing of lamellas is carried out only after the accumulation of volumes sufficient for the work of the shift. In other cases, it is irrational, since it requires a lot of unnecessary operations to rearrange equipment and raw materials.
In the production of laminated veneer lumber, losses inevitably occur when cutting tenons for joining and when cutting spliced \u200b\u200blamellas into a finished size. It is much more profitable to make products of greater length, as this significantly reduces the amount of waste.
On the website Stankoff.RU you can buy wood splicing equipment from leading manufacturers. In stock and on order more than 77 models of machines for splicing wood in length at the best prices. Only great deals with detailed descriptions and photos. Check prices with managers.
Application and features of the technological process
The use of the technology for combining processed short-length blanks in the manufacture of lumber with the specified parameters can significantly increase the profitability of woodworking production. Industrial equipment for wood splicing is used in the complex process of creating quality products that are not inferior in strength to solid wood elements.
The machines are designed for joining individual pieces of wood into a monolithic workpiece that has no visible seams. Modern splicing technologies allow you to achieve the complete illusion of a solid solid wood and guarantee the durable reliability of the product. The work is carried out using automatic or semi-automatic complexes, including machines for performing sequential tasks:
- Roughing... Elimination of defects in the form of resin inclusions and knots. Leveling lumber.
- Cross-cut work with the use of milling to form butt joints of the required configuration.
- Bar splicing process, including laying, gluing and pressing the material until the adhesive is completely polymerized.
After each stage, the parts are sorted in accordance with the standards of the technical task. Upon completion, surface finishing and packaging of finished products are performed. From the lamella obtained on the machine for splicing along the length of short parts, moldings, lining, floorboards, elements of entrance and window groups are made. The installations allow you to adjust the operating parameters with the utmost precision and create finished products with a uniform texture and surface color.
The principle of operation of different types of equipment and methods of splicing
automated models of equipment for splicing along the length or thickness of wooden elements prepared for the process include working units:
- for loading blanks;
- cutting thorns;
- applying an adhesive composition;
- moving parts to the press;
- pressing module.
The machines, which receive the parts after processing on auxiliary installations, load the material with preliminary joining of the parts, and alternately transfer the workpiece to the glue applicator and crimping device. Adjustment of the length of the spliced \u200b\u200blamellas and the force during the compression of the elements is carried out by special mechanisms. The highest productivity in work is shown by two-channel models, which allow simultaneous collection and pressing of blanks on different working lines.
Interstate standards define general requirements for glue joints of a toothed nature, in accordance with which the norms of specific end pressure must be observed during the operation of a wood splicing machine. Depending on the load on wooden elements during operation, wood splicing is performed using different methods that allow the parts to withstand longitudinal or lateral compression:
- oblique cutting along one and a half;
- stronger connection using the "oblique mustache" technology;
- straight escutcheon with fastening.
The wood waste generated in the pretreatment process is used for the manufacture of pressed products. The equipment has an extremely low percentage of rejects, which becomes possible only as a result of incorrectly adjusted press pressure or insufficient thickness of the applied glue. Correct settings of the machine operation ensure extremely precise geometric shape of products and impeccable cleanliness of a smooth surface.
In the furniture industry, lamellas - small oval-shaped plates - have been used for many years: with their help, they give additional strength to the adhesive bond. But for the home craftsman, lamellas have only recently become an alternative to thorns. Indeed, in order to use lamellas, you need a tool that cuts the corresponding grooves in the details. Now there is such a tool. It is an upgraded shade seam leveling device for wood paneling, equipped with a set of interchangeable cutting discs, one of which is specifically designed for slotting.
The device is designed so that it is extremely easy to use. The cutting blade does not need to be guided: the grooves are made automatically. It is also important that the position of the disc can be changed and thereby adjust the depth of the grooves. All this simplifies and speeds up the process of joining parts, especially when compared with the processing required to secure the joint with dowels.
Another feature is that the grooves can be positioned almost by eye: the quality of the connection will not suffer, even if the lamella “floats” a little in a slightly longer groove.
If you need to connect two boards or panels at right angles, the spikes (secret or through) will secure the connection. The main means of such fastening for home craftsmen were and still are wooden rods. However, now you can use the slats.
How to properly cut grooves for lamellas
Determine the depth of the groove using the selected lamellas and accordingly adjust the position of the cutting blade. Then set the square so that the distance from it to the disc corresponds to half the thickness of the material to be cut. Then the grooves will run strictly in the middle of the end side of the part.
When machining the ends, the square rests on the outer surface of the part, which also makes it easier to use the device. When cutting grooves at the outer edge of another part, the square rests against its end. In order for the grooves on both parts to fit exactly together, you must first apply the markings.
The lamella connection of the partition in a shelf or drawer is just as easy. The only difference is that when cutting grooves in the main parts, the square is not installed: it is replaced by the end edge of the partition itself, which is fixed on the workbench along with the main part with clamps.

Depending on the thickness of the material being processed and the dimensions of the product, lamellas of one size or another are selected.

The position of the cutting blade and, accordingly, the cutting depth can be adjusted. If necessary, a square is installed over the disc.

When cutting grooves at the outer edge of the part, the square rests against its end.

When cutting grooves at the end of the part, the square is on top of it. The groove does not have to be in the middle of the end face.

For T-shaped joints (when, for example, a partition is installed in a box), the grooves are cut without a square, which replaces another part. For leveling the shadow seams of wood sheathing, special, thinner discs are used.
The gluing of furniture boards is carried out not only on an industrial scale. This technology is used by home craftsmen to make furniture that is not inferior in strength to structures made of solid oak. Worktops made of spliced \u200b\u200blamellas serve for a very long time, do not warp, deform or swell from moisture. Another reason for splicing is the presence of small bars, which are unwise to throw away, but there is nowhere to apply. The best option is gluing lamellas into furniture boards.
Furniture made from natural and environmentally friendly materials with your own hands is appreciated and in high demand. This construction material is more attractive and practical than MDF and chipboard.
How to glue a furniture board at home. Preparation for work
To get an aesthetic and quality material, sort the bars according to the following criteria:
- absence of knots and cracks on the surface;
- correct geometry (slight curvature can be leveled with a plane);
- matching texture pattern and shade;
- breed identity - pine glued to pine, larch to larch.

Photo 1. Woodworking shop "LesoBirzha"
Furniture board gluing technology
How to glue a furniture board? The answer to this question depends on the scale of home production. If the work is planned one-time for your own needs, you can use the improvised tool available to each owner.
If you want to start a small furniture making business, you will have to acquire several machines:
- planing;
- grinding belt;
- surface grinding;
- band saw;
- milling.
Please note that the dimensions of the finished product are slightly smaller than the blanks. Allow for finishing allowances. The width of the lamellas to be spliced \u200b\u200bshould be no more than 15 cm. Only with such dimensions it is possible to achieve the absence of internal tension in the wood.

Photo 2. Finger-joined larch board
For furniture, the optimum panel thickness is 20 mm. However, according to the rules for gluing furniture boards, you need to choose blanks with a thickness of 25 mm. The extra 5 mm is removed in 2 steps. Even before splicing, 3 mm are removed, the remaining 2 mm are removed during the final processing.
What kind of glue to glue furniture boards
Basically, furniture boards are glued with D-1 glue. This adhesive is produced with varying degrees of water resistance.
There are several water resistance groups in the international classification, the domestic industry uses four:
- low;
- two middle ones - A and B;
- high.
However, any wood glue will do at home. If you do not want to use PVA, take the "Joiner" adhesive.

Photo 3. Thin pine furniture board
How to properly glue a furniture board. Lamella arrangement options
Long lamellas are spliced \u200b\u200bonly in width. If you are working with small blocks, they should be staggered. In this case, both long and short end parts are lubricated with glue.
With two-layer gluing, the bars of the first row are perpendicular to the bars of the second row. Such shields are particularly strong and durable. Still raw workpieces are placed under a press, where they should be until the glue is completely dry. This is followed by careful grinding on special equipment and chamfering on a milling machine. After finishing, the joints disappear, the boards are ready for sawing into parts.

Photo 4. Furniture panel from larch
How to glue two furniture boards together
The need to connect two panels into one arises when manufacturing products of non-standard width. 600 mm is the maximum standard for sheets, so you will not find larger widths in all online stores. How to glue furniture boards in order to get one wide one out of two narrow boards? Clients often ask this question to the technologists of the LesoBirzha company.

Photo 5. Pine furniture board for furniture production
You can connect two plates using grooves and a mortise strip. In the contacting ends, it is necessary to cut longitudinal grooves with a narrow cutter and place a strip greased with glue there. The ends of the panels also need to be thickly smeared with adhesive. There are several effective methods for gluing wood panels. However, a professional joiner will do the job best.