WZ 318 machine universally grinding size rollers. Attachment for external cylindrical grinding
The VZ-318E universal grinding machine is a development of the Belarusian machine tool company VIZAS and is designed for sharpening and finishing the main types of cutting tools made of tool steel, hard alloy and mineral ceramics with abrasive, diamond and elbor wheels. The machine replaced the popular model 3E642E, and later it was replaced by the plant with a more modern model VZ-818E.
The machine model VZ-318E can be equipped with more than 38 devices, including devices for flat, round external and internal grinding and a dust extraction system.
Features and benefits of grinding machines VZ-318E
- Closed roller steel guides of the table and carriage, allowing you to install heavy fixtures and parts on the table without loss of movement accuracy, as well as ensuring durability;
- Recirculating rolling guides for moving the column;
- Backlash-free table drive from the flywheel;
- The grinding wheel motor is turned in the direction opposite to the spindle, which significantly expands the technological capabilities and reduces the changeover time;
- The control panel is easily accessible to the operator from any of the 3 workplaces;
- Small dimensions of the machine with large technological capabilities;
- Hydroficated drive of longitudinal movement of the table;
- The presence of a coolant supply system.
We offer to buy new universal grinding machine VZ-318E at the price of the manufacturer.
Technical characteristics of the universal grinding machine VZ-318E
| Parameter | Meaning |
|---|---|
| The largest diameter of the product installed in the center headstock, mm | 200 (330 mm using tool 3E642EP32) |
| The greatest length of the product installed in the center headstock, mm | 500 (1040 mm using tools 3E642E.P61 and 3E642E.P73) |
| The greatest length of the processed surface, mm | 225 |
| The largest diameters of the installed grinding wheel | |
| type 1 according to ISO 525-86 (GOST 2424-83), as well as CBN and diamond grinding wheels similar in shape and size, mm | 150 |
| other types | 125 |
| The greatest longitudinal movement of the table, mm | 350 |
| The largest angle of rotation of the table in the horizontal plane in the middle position, degrees | |
| clockwise | 45 |
| counterclock-wise | 45 |
| The greatest angle of rotation of the table in the horizontal plane on the scale of precise rotation, degrees. | |
| clockwise | 8 |
| counterclock-wise | 8 |
| The greatest vertical movement of the grinding head, mm | 200 |
| The greatest transverse movement of the grinding head, mm | 200 |
| The greatest displacement of the axis of the grinding wheel in the horizontal plane due to the eccentric plate, mm | 100 |
| The greatest angle of rotation of the grinding head in the horizontal plane, hail. | 360 |
| The greatest angle of rotation of the grinding head in the vertical plane, hail. | |
| clockwise | 200 |
| counterclock-wise | 20 |
| Grinding spindle speed limits, min -1 | 2800; 4000; 5600; 8000 |
| Speed of vertical mechanized movement of the grinding head, mm/min | 390 |
| Main drive power, kW | 0.71/0.85 |
| Total power of electric motors installed on the machine, kW | 1.99/2.13 |
| Overall dimensions of the machine (together with separately located units and electrical equipment), mm | 1460x1530x1660 |
| Weight of the machine together with separately located units and electrical equipment), kg | 800 |
| Machining roughness indices (in a batch) of product samples | |
| Grinding with the end face of the abrasive wheel, µm | Ra ≤ 0.32 |
| Grinding with the end face of a diamond wheel, µm | Ra ≤ 0.08 |
| Accuracy class of the VZ-318E machine according to GOST 8-82 | B |
| Parallelism of the working surface of the table to the longitudinal movement of the table and the transverse movement of the grinding head, mm | 0.010 |
| Straightness of the guide side of the groove of the table, mm | 0.006 |
| Perpendicularity of the transverse movement of the grinding head to the longitudinal movement of the table, mm | 0.016 |
| Radial runout of the base conical surface of the grinding spindle, mm | 0.003 |
| Axial runout of the grinding spindle, mm | 0.0025 |
| Radial runout of the conical hole of the universal headstock spindle, mm | |
| At the butt | 0.005 |
| At a distance L=200 mm | 0.008 |
Attachments at a separate price for the VZ-318E machine
- Handpiece 3E642E.P7
- Headstock universal three-turn 3E642E.P8
- Device for cylindrical sharpening of twist drills VZ-318.P10
- Device for sharpening drills on a cone 3E642E.P10
- Vise with tapered shank 3E642E.P11
- Radius sharpener 3E642E.P13
- Three-turn vice VZ-318.P16
- Device for external circular grinding VZ-318.P17
- for internal grinding VZ-318.P18
- for external cylindrical grinding 3E642E.P17
- for internal grinding 3E642E.P18
- for sharpening countersinks and stepped drills 3E642E.P19
- for sharpening end mills 3E642E.P21
- for sharpening according to the copier 3E642E.P22(-01)
- for sharpening helical cutters 3E642.P23
- universal for wheel dressing 3E642E.P25(-01)
- for sharpening the tool in a spiral VZ-318.P26
- for straightening cutters VZ-318.P27
- for sharpening in a spiral along the back surface VZ-318.P28
- for sharpening the tool in a spiral 3E642E.P28
- Rotary table 3E642E.P30 + Magnetic plate 7208-0003
- Rear tailstock with adjustable center height 3E642E.P31
- Shim set 3E642E.P32
- Device for sharpening shaped sharp cutters 3E642E.P36
- Headstock for sharpening face mills with taper 7:24 3E642E.P39-01
- Collet chuck VZ-318.P40
- Collet chuck VZ-318.P41-02
- Device for sharpening cutters along the radius 3E642E.P50
- for backing taps 3E642E.P51
- for automatic element-by-element sharpening of circular saws VZ-384.P52
- for sharpening cut-off cutters VZ-318.P53
- for face grinding of the teeth of the circular saw VZ-318.P54
- for sharpening circular saws along the front and back surfaces of teeth VZ-318.P55
- for sharpening circular saws on the end of the teeth VZ-318.P56
- Headstock rear with a large overhang 3E642E.P61. Grandma front with long overhang 3E642E.P73
- Three-jaw chuck VZ-318.P84
- Magnetic chuck 3E642E.P89
- Vacuum cleaner V19-101
- Accessories for mounting and fastening grinding wheels
- Set of protective covers for grinding wheels
Machine VZ-318E - how to buy, payment, delivery, warranty
The price for the universal grinding machine VZ-318E is indicated on our website with VAT for a standard delivery set.
Buying a VZ-318E machine is easy - just call the numbers below in your city.
The sale of the VZ-318E machine is carried out by our company with 100% prepayment if the equipment is in stock and 50% prepayment when the machine is put into production and the remaining 50% is paid after being informed of its readiness for shipment. It is possible to have a different percentage and a different payment procedure, agreed with the specialist of the sales department of our company and prescribed in the Supply Agreement.
Delivery of equipment is carried out by road and rail transport companies Delovye Linii LLC, PEK LLC, Baikal-Service, Zheldorekspeditsiya LLC and other third-party carriers through transport and logistics companies, as well as the transport of the Buyer or our company.
The Buyer pays for the transportation costs of the cargo, unless otherwise stipulated and specified in the Delivery Agreement.
Warranty for the new universal grinding machine VZ318E - 12 months.
The manufacturer reserves the right to change the standard equipment and the place of production of the equipment without notice!
Machine tool universal grinding model VZ-318 (3E642)designed for sharpening and finishing the main types of cutting tools made of tool steel, hard alloy and mineral ceramics with abrasive, diamond and elbor wheels. On the machine it is possible to carry out round grinding (external and internal) and flat grinding.
Design features of the VZ318 machine:
- The grinding wheel motor is turned in the direction opposite to the spindle, which significantly expands the technological capabilities and reduces the changeover time;
- Small dimensions of the machine with large technological capabilities.
Main technical data and characteristics of the universal grinding machine VZ-318
Indicators of the tool installed on the machine:
| 350 | |
clockwise counterclock-wise |
45 45 |
clockwise counterclock-wise |
8 8 |
| 200 | |
| 200 | |
| 100 | |
| 360 | |
clockwise counterclock-wise |
200 20 |
Indicators of the main and auxiliary movements of the VZ-318 machine (3E642)
Indicators of the power characteristics of the machine
Other Options
| Machine accuracy class according to GOST 8-82 | V |
| Parallelism of the working surface of the table to the longitudinal movement of the table and the transverse movement of the grinding head, mm | 0,010 |
| Straightness of the guide side of the groove of the table, mm | 0,006 |
| Perpendicularity of the transverse movement of the grinding head to the longitudinal movement of the table, mm | 0,016 |
| Perpendicularity of the vertical movement of the grinding head to the working surface of the table in the direction of the longitudinal movement of the table and the transverse movement of the carriage, mm | 0,064 |
| Radial runout of the base conical surface of the grinding spindle, mm | 0,003 |
| Axial runout of the grinding spindle, mm | 0,0025 |
| Radial runout of the conical hole of the universal headstock spindle, mm At the butt At a distance L=200 mm |
0,005 0,008 |
Machine tool of the universal grinding model VZ-318E (3E642E)

Machine tool of the universal grinding model VZ-318E (3E642E)designed for sharpening and finishing the main types of cutting tools made of tool steel, hard alloy and mineral ceramics with abrasive, diamond and elbor wheels. It is possible to perform grinding work on the machine: round grinding (external and internal) and flat grinding.
Design features of the VZ318E machine:
- Closed roller steel guides of the table and carriage, allowing you to install heavy fixtures and parts on the table without loss of movement accuracy, as well as ensuring durability;
- Recirculating rolling guides for moving the column;
- Backlash-free table drive from the flywheel;
- The grinding wheel motor is turned in the direction opposite to the spindle, which significantly expands the technological capabilities and reduces the changeover time;
- The control panel is easily accessible to the operator from any of the 3 workplaces;
- Small dimensions of the machine with large technological capabilities;
- Hydroficated drive of longitudinal movement of the table.
The design of the machine is protected by a patent.
Main technical data and characteristics of the universal grinding machine VZ-318E
Indicators of the workpiece processed on the machine:
* 330 mm using tool 3E642EP32
** 1040 mm using fixtures 3E642E.P61 and 3E642E.P73
Indicators of the tool installed on the VZ-318E machine:
Indicators of working and installation movements
| The greatest longitudinal movement of the table, mm | 350 |
| The greatest angle of rotation of the table in the horizontal plane in the middle position, degrees clockwise counterclock-wise |
45 45 |
| The greatest angle of rotation of the table in the horizontal plane on the scale of precise rotation, degrees clockwise counterclock-wise |
8 8 |
| The greatest vertical movement of the grinding head, mm | 200 |
| The greatest transverse movement of the grinding head, mm | 200 |
| The greatest displacement of the axis of the grinding wheel in the horizontal plane due to the eccentric plate, mm | 100 |
| The greatest angle of rotation of the grinding head in the horizontal plane, degrees | 360 |
| The greatest angle of rotation of the grinding head in the vertical plane, degrees clockwise counterclock-wise |
200 20 |
Indicators of the main and auxiliary movements of the machine
Indicators of the power characteristics of the machine VZ-318E (3E642E)
Other Options
Machining roughness indices (in a batch) of product samples
Accuracy class of universal grinding machine
Devices and accessories for universal grinding machines of models VZ-318 and VZ-318E
Devices are designed to work on universal grinding machines models VZ-318 and VZ-318E in order to expand their technological capabilities. Attachments can also be used on previously produced universal grinding machines of models3A64D, 3V642, 3M642, 3M642E, 3D642E, 3E642, 3E642E.
Adaptations VZ-318.P18, 3E642E.P22-01, 3E642E.P25-01, VZ-318.P26 are used only on VZ-318, VZ-318E.

serves as a support for sharpening certain types of tools (cutters of various types, circular saws, etc.)
Table rotation angle, degrees:

Designed for sharpening end and mounted multi-blade tools. The tool is set into working position by turning the body. The required sharpening angles are adjusted by turning in the horizontal and vertical planes.

designed for cylindrical sharpening of right-hand twist drills with a cylindrical shank, as well as drills with a conical shank with a length of the cylindrical part of at least 110 mm.
*angle decreases with increasing diameter
Quality and accuracy of the sharpened tool:

Designed for sharpening right-hand cutting twist drills on a cone.

serve to fix cutters and other tools of complex shape when performing grinding and grinding work (used in conjunction with devices 3E642E.P1 or VZ-318.P1)

designed for sharpening along the radius of the end multi-blade tool and cutters.
| The largest diameter of the sharpened end tool (when using VZ-318P1), mm | 50 |
| End tool overhang | 30-140 |
| Tool holder diameter, mm | 3-20 |
| The largest cross-sectional dimensions of a rectangular cutter holder, mm | 32x40 |
| The largest sharpening radius, mm | 50 |
| The largest value of the transverse movement of the tool being sharpened, mm | 50 |
| Longitudinal: clockwise counterclock-wise |
25 25 |
| Angle of rotation in the horizontal plane, degrees | 190 |
| Angle of inclination in the vertical plane, degrees clockwise counterclock-wise |
15 15 |
| Diameter of a cylindrical shank (holder) of an end tool or cutter when using fixtures VZ-318.P1 and Z-318.P41-02, mm | 3-20 |

designed for surface grinding, sharpening cutters and flat broaches for external broaching.
Device for external circular grinding VZ-318.P17
Device for internal grinding VZ-318.P18

Device for external circular grinding VZ-318.P17serves to impart rotation to the product during circular grinding. As a drive headstock, the device is also used for internal grinding. When grinding products with center holes, the VZ-318.P3 tailstock is used, which is included in the mandatory delivery set of the grinding machine. To fix short products, a three-jaw chuck 3E642E.P84 is used, which is included in the delivery kit of the fixture.
Device for internal grinding VZ-318.P18 designed for internal grinding work.

serves to impart rotation to the product during cylindrical grinding. It can be used to carry out circular grinding of cylinders and conical surfaces in the centers or with fastening of products in the conical hole of the spindle. As a drive headstock, the device is also used for internal grinding. When grinding products with center holes, the VZ-318.P3 tailstock is used, which is included in the mandatory delivery set of the grinding machine.
Attachment for internal grinding 3E642E.P18
Attachment for internal grinding 3E642E.P18designed to work on machines models 3E642, 3E642E. The principle of operation and technical characteristics are similar to VZ-318.P18.

designed for sharpening countersinks on the rear surface on the intake cone and stepped drills on the rear surface on the second stage.

designed for sharpening face mills on flat back surfaces.

designed for sharpening shaped tools on the copier.

designed for sharpening helical cutters according to GOST 10059-80 and GOST 9323-79.

designed for straight line and radius dressing.

designed for sharpening on universal grinding machines VZ-318, VZ-318E worm cutters in accordance with GOST 9324-80. The division into a tooth is carried out by a dividing disk.
On the fixture, it is possible to sharpen another end tool with helical teeth located on a cylinder or cone along the front and rear surfaces with a sine ruler installation angle of up to 10 °.
When sharpening a tool with the installation of a sine ruler up to 45 °, it is necessary to use a hydraulic machine model VZ-318E.

designed for sharpening cutters on the back and front surfaces and allows you to rotate the cutter around three perpendicular axes without additional calculations.

Device for sharpening in a spiral along the back surface VZ-318.P28 is designed for sharpening the back surfaces of helical teeth located on a cylinder and a cone.

designed for sharpening tools with helical teeth located on a cylinder and a cone along the front and back surfaces.

are intended for performance of various ploskoshlifovalny works.

is designed to support an end tool mounted in centers or a plug-in tool mounted on a center mandrel and provides height adjustment of the center and its installation at the required angle in the vertical plane when sharpening conical tools along the front surface.
Shim set 3E642E.P32
Shim set 3E642E.P32designed to increase the height of the centers of the machine.

Tool 3E642E.P36designed for sharpening shaped cutters with a convex profile on the back surface. Sharpening takes place along the copier with the radius periphery of the circle.

designed for sharpening the tail tool on the rear and front surfaces. Dividing is done using the 3E642E.P4 tool or a dividing disc.

| Collet hole diameter, mm | 8, 10, 15, 20 |
Collet chuck VZ-318.P41-02
Collet chuck VZ-318.P41-02designed for clamping in the universal headstock VZ-318.P1 end tool with a cylindrical shank.
Wide range collets (Ø 3÷20 mm through 1mm 18 pcs.)

Device for sharpening cutters 3E642E.P50provides sharpening along the radius of shell, face, two- and three-sided cutters with radius cutting edges on the rear surfaces.

provides backing of 3 and 4 pery right- and left-hand cutting taps along the intake cone.

designed for automatic sharpening of circular saw blades (both carbide and high speed steel) on the front and back surfaces of the saw teeth.

designed for sharpening cutters according to GOST 2679-73 on the front and back surfaces.

designed for grinding the teeth of circular carbide saws in thickness.
designed for sharpening circular saws separately on the front and back surfaces of the teeth.

Designed for sharpening circular saws at the end of the teeth.

Grandma back with a large overhang 3E642E.P61 and Grandma front with long overhang 3E642E.P73are designed to support a long center tool or an adapter tool on a long arbor and serve to increase the center-to-center distance.
Provides various kinds of grinding work when installing end tools with a cylindrical tail.

designed for fixing flat parts such as discs, rings, etc. in finishing and semi-finishing operations.

designed to capture abrasive and metal dust generated during operation of the machine.


Other accessories

Mandrel balancing VZ-318.90.201.
Center finder 3E642E.90.201.
Mandrel balancing VZ-318E.90.202 for machine tool model VZ-318E.
A set of adapter bushings Morse taper 5-4, 4-3, 4-2, 4-1.
For devices VZ-318.P1, 3E642E.P8, 3E642E.P17, VZ-318.P17, 3E642E.P19, VZ3-318.P26, VZ-318.P28, 3E642E.P28, 3E642E.51, VZ-318. P84.
Machine tool for universal grinding desktop model VZ-319

Tabletop grinding machine VZ-319designed for sharpening cutting tools with the periphery and end face of an abrasive, diamond and elbor grinding wheel.
Technical characteristics of the universal grinding machine VZ-319
The machine is completed with devices at the request of the customer:
Information about the manufacturer of the universal grinding machine 3E642
Manufacturer of universal grinding machine 3E642 - Vitebsk plant of grinding machines Visas founded in 1897.
Since 1940, the company has been specializing in the production of grinding equipment and today is the only manufacturer of machine tools for the manufacture and sharpening of any cutting tool in the CIS. The plant's products are used in more than sixty countries around the world.
3E642 Universal grinding machine. Purpose and scope
Universal grinding machine 3E642 replaced an outdated model 3D642E.
The 3E642 universal grinding machine is designed for sharpening the main types of cutting tools: cutters, milling cutters, countersinks, etc. made of tool steel, hard alloy, cermets with abrasive, diamond and elbor wheels.
Machine 3E642 (3E642E) replaced an outdated model in production 3D642E(3D642E) and was discontinued in 1994. Currently, the production of "legendary" models of grinding machines 3E642 and 3E642E has been resumed.
The 3E642 grinders have a cast iron bed, which improves the machining accuracy and reduces the vibrations caused by the machining of the part. Additionally, the machines can be equipped with a sine plate for fixing workpieces, a device for sharpening along the radius of cutters and end multi-blade tools, a device for external circular grinding, for internal grinding, for sharpening right- and left-hand cutting countersinks, etc.
Machine 3E642 performs sharpening and finishing of metal-cutting tools made not only of hard alloy or tool steel, but also of mineral ceramics. Metal-ceramic compounds are characterized by a high content of tungsten and high thermal stability. Therefore, the sharpening of ceramic-metal tools is carried out with diamond and elbor circles.
The 3E642 grinding machine performs the following grinding operations:
- external and internal circular grinding;
- flat grinding.
The principle of the machine
Sharpening a multi-blade tool on a machine can be done in two ways:
- with supply for the turnover of the product;
- with feed on each tooth to a hard stop.
Sharpening with feed per turn
Part of the allowance is removed sequentially from each tooth. After the turn of the product, the circle is fed again and the cycle is repeated.
With this method, you can sharpen a multi-blade tool both manually and in an automatic cycle.
Sharpening with feed on each tooth to a hard stop
The allowance is removed from one tooth of the tool, and the position of the cutting part of the grinding wheel is fixed with a hard stop. Then the circle is taken away, division is made and the operation is repeated on each tooth.
Design and technological features of the grinding machine 3E642
- impressive technological capabilities with compact dimensions;
- backlash-free table drive from the flywheel;
- cast iron bed allows you to reduce fluctuations in the processing of the part and increase the accuracy of processing;
- dust extraction system increases the comfort of using the machine;
- a large list of additional devices necessary for the implementation of the technical task;
- sinus plate installed on the machine allows you to solve many problems;
- Turning the grinding wheel motor in the direction opposite to the spindle allows you to significantly speed up changeovers and increase technological capabilities.
The 3E642 machine has the ability to install on it the widest range of devices, in particular, for fixing workpieces, which allows you to process almost any cutting tool.
Machine 3V642 is manufactured in the following versions:
- with stepless speed control of the grinding spindle (3e342e);
- with step regulation of the frequency of rotation of the grinding spindle (3e342).
According to the version of the guides, the machines are manufactured:
- with closed steel guides with preload;
- with open monolithic cast iron guides with preload.
with a temperate climate - UHL4;
Machine accuracy class - P.
The history of the production of grinding universal machines
Machine 3M642 (3M642E) is the previous analogue of machines 3D642 (3D642E).
Machine 3D642 (3D642E) is the previous analogue of machines 3E642E (3E642E).
Machine 3E642 (3E642E) is the previous analogue of machines VZ-318 (VZ-318E) and VZ-818 (VZ-818E).
Models 3E642 and 3E642E were discontinued in 1994.
Currently, the production of "legendary" models of grinding machines 3E642E and 3E642 has been resumed.
Machine tools VZ-318 and VZ-318E were discontinued in 2008.
Machine tools of the VZ-818 and VZ-818E models are currently produced by the plant.
3E642 The main dimensions and seats of the grinding machine

General view of the grinding machine
Photo of the grinding machine 3e642

The location of the components of the grinding machine 3e642
Specification of the components of the grinding machine 3E642
| No. PP | Name | 3E642E | 3E642 |
|---|---|---|---|
| 1 | Machine bed | 3B642E.10.000 | ZB642.10.000 |
| 2 | Table feed hydraulic cylinder | 3Е642Е.73.000 | - |
| 3 | desktop base | 3E642E.11.000 | 3Е642.11.000 |
| 4 | Grinding head | 3E642E.31.000 | 3Е642Е.31.000 |
| 5 | Table reverse mechanism | 3Е642Е.43.000 | - |
| 6 | The mechanism of manual movement of the table | 3Е642Е.41.000 | 3E642E.41.000 |
| 7 | Hydrocommunication | 3Е642Е.70.000 | - |
| 8 | Main control panel | 3Е642Е.85.000 | - |
| 9 | Control Panel | 3Е642Е.15.000 | 3Е642.15.000 |
| 10 | Left control panel | 3Е642Е.83.000 | 3Е642.83.000 |
| 11 | Cooling | 3Е642Е.60.000 | 3Е642Е.60.000 |
| 12 | remote control case | 3Е6423.12.000 | |
| 13 | Carriage with column | 3Е642Е.20.000 | 3Е642Е.20.000 |
| 14 | Electrical equipment. Location on the machine | 3Е642Е.80.000 | 3Е642.80.000 |
| 15 | table lifting mechanism | 3E642E.21.000 | 3E642E.21.000 |
| 16 | Headstock grinding | 3E642E.30A.000 | 3E642E.30A.000 |
| 17 | Cover kit | 3Е642Е.92.000 | 3Е642Е.92.000 |
| 18 | Mandrel set | 3E642E.91.000 | 3E642E.91.000 |
| 19 | Work table | 3Е642Е.40.000 | 3Е642.40.000 |
| 20 | Fine feed mechanism | 3M642E.26.000 | 3M642E.26.000 |
| 21 | Cross feed mechanism | 3Е642Е.23.000 | 3Е642Е.23.000 |
| 22 | 3Е642Е.81.000 | 3E642.81.000 | |
| Long grinding head | 3Е642Е.32.000 | 3Е642E.32.000 | |
| Sled reverse block | 3Е642Е.86.000 | - | |
| Tool kit and accessories | 3Е642Е.90.000 | 3Е642Е.90.000 | |
| Control panel right | 3Е642E.84.000 | 3Е642.84.000 | |
| fencing | 3Е642Е.93.000 | 3Е642E.93.000 | |
| Dust extraction | 3M642E.94.000 | 3M642E.94.000 | |
| Tool kit | 3Е642Е.95.000 | 3Е642Е.95.000 | |
| Table lift gearbox | 3M642E.25.000 | 3M642E.25.000 | |
| Electrical equipment. Panel Location | 3Е642Е.82.000 | - | |
| Main control panel | - | 3Е642.82.000 |


Control panel of the universal grinding machine 3E642
I - the main control panel of the machine 3E642E;
II - the main control panel of the machine 3E642;
III - lateral left control panel of the machine 3E642E;
IV - left side control panel of the machine 3E642;
V - right control panel of the machine 3E642E and 3E642
List of controls for the grinding machine 3E642
- Main control panel
- Quick cross feed handwheel
- Fine cross feed enable lever
- Fine cross feed handwheel
- Grinding wheel speed switch
- Table stops
- Table hydraulic cylinder disconnect button (3E642E)
- Turntable clamp screw
- Central table fixing screw
- Headstock bracket fixing screw
- Handwheel for lifting the grinding headstock
- Table speed control throttle (3E642E)
- Handwheel longitudinal movement of the table
- Electrical cabinet locks
- Handwheel for moving the table from side workstations
- Side control panel
- Introductory machine
- Grinding wheel stop button
- "Start grinding wheel" button
- "Machine on" lamp
- Toggle switch for turning on cooling or vacuum cleaner
- Grinding wheel rotation direction switch
- Grinding wheel speed switch
- All stop button
- Headstock vertical movement button
- Table start button (3E642E)
- Table stop button (3E642E)
- Button "Start hydraulic" (3E642E)
- Lamp "Hydraulic drive: on" (3E642E)
- Switch "Cooling, vacuum cleaner"

Kinematic diagram of the grinding machine 3E642
General layout of the machine. Description of the design of the individual components of the machine
The machine is made with a longitudinal movement of the table (from a hydraulic cylinder and manually) on a fixed base, transverse (manual) and vertical (mechanized and manual) movements of the grinding headstock. The mechanisms of the machine are mounted inside and on the upper plane of the frame and the carriage with the column.
A hydraulic station, a cooling unit, and a frequency drive are installed next to the machine.
bed
The bed (Fig. 8) is a box-shaped iron casting. The upper front part of the bed has machined plates for attaching the table base to them. On the upper part of the frame, a trough is cast on three sides for draining the coolant, which drains along the inclined bottom of the trough through an opening in the rear of the frame into a cooling tank, which is installed at the rear wall of the frame.
Inside the frame there are two electronic niches closed with doors.
table base
Case I (Fig. 9) of the table base is an iron casting of rectangular section.
On both sides of the niche on the back wall there are two axially movable gear wheels 7 with handwheels 6, which serve to carry out the longitudinal movement of the table along the base guides.
To protect the table from vertical movements under the action of lateral workloads, in the middle of the base body, under the guides, a clamp 14 is installed, consisting of a bearing 13 mounted on a horizontal axis, which can be shifted up and down.
On the front wall of the table base case, through the control panel case, the mechanisms of transverse feed and longitudinal movement of the table are installed in special holes.
A T-slot is made on the upper horizontal surface of the trough 4 for collecting coolant and installing fixtures. Trough 4 is attached to the back of the body I of the table base. Inside the body of the base of the table of the hydroficated machine, there is a hydraulic cylinder 2 of the longitudinal movement of the table, and in the body of the trough 4 there are hydraulic cylinders II for automatic shutdown of the handwheels 6 for manual movement of the table.
remote control case
The body of the console (Fig. 10) consists of a body 1, which is attached to the side of the carriage with the column. Side consoles 2 are mounted on the inclined plane of the body.
Control Panel
The panel consists of a body 1 (Fig. 11), on the front machine of which a transverse feed mechanism 4, a table movement mechanism 2 and a hard stop 5 are installed in special holes. The main control panel 3 is in the central niche. 7.
Carriage with column
The carriage with a column (Fig. 12) is designed for transverse and vertical movement of the grinding wheel. The body I of the carriage is mounted on the guides 12 of the bed and moves along them with the help of a screw 2, which is fastened together with the cross feed mechanism on the front wall of the control panel body. The nut 4 of the transverse movement screw 2 is fixedly installed in the body I of the carriage.
With the help of a spline connection and a conical pair 8, the screw 2 of the transverse movement is connected to the shaft 9, passing in the rear part of the carriage in the transverse direction and carrying the duplicate flywheels 6 and II of the transverse feed. This arrangement of controls provides the possibility of cross-feeding from any workplace. The column is installed in the hole of the carriage perpendicular to the guides and is fixed from rotation with the help of special keys 10.
Column lifting mechanism
The lifting mechanism (Fig. 13) is a lead screw I with an internal gear 2 fixed to it. Due to the kinematic connection of the wheel 2 with the gear wheels of the grinding headstock and the lifting gear, the column moves in the vertical direction.
Lift reducer
The lifting gear (Fig. 14) is designed for lifting and lowering the column with the grinding headstock.
The lifting gearbox is a worm gearbox driven by an electric motor mounted coaxially to the worm I. The worm gear 2 is connected to the nut 3 of the screw 4 for moving the column so that during its rotation, the nut 3 moves the screw 4 in the axial direction, raising or lowering the column.
Cross feed mechanism
The cross feed mechanism (Fig. 15) is designed for coarse cross feed of the grinding wheel.
The mechanism consists of a glass 5, in which a screw 7 is mounted with a helical gear 6 fixed on it.
The mechanism is equipped with a hard stop 4 installed in the limb 3. The limb 3 is fixed with a hard stop 4 by means of a screw 2. The transverse feed is carried out by rotating the handwheel I with the fine feed mechanism turned off. A splined shaft 8 is attached to the screw 7, which serves to transfer rotation to the screw 7 from the redundant handwheels of the transverse feed.
Fine feed mechanism
The mechanism (Fig. 16) carries out a thin transverse feed of the grinding wheel and consists of a worm I mounted in an eccentric sleeve 2. By turning this sleeve, the mechanism is turned on or off. In this case, the worm I is introduced or disengaged from the helical gear 3. When the mechanism is turned on, the rotation of the transverse feed screw is carried out by the handwheel 4, sitting on a vertical shaft.
Headstock grinding
The grinding headstock (Fig. 17) consists of a body 13 of the grinding head and a body I of the column lifting shaft. The housing 13 of the grinding head has a hole for mounting the grinding head and two grinding mutually perpendicular planes with T-shaped grooves. Various devices are installed on these planes, if necessary.
In housing I there is a shaft 3 on rolling bearings and a bevel gear pair 5.6, through which the handwheel 8, mounted on a horizontal swivel bracket 7, moves the column manually.
Housing I of the shaft of the lifting mechanism is installed on the plate 10 with the possibility of turning 360°. In turn, the slab 10 nonet turn around on the column also by 360°. The axis of the shaft of the lifting mechanism and the axis of the column are shifted by 55 mm, which allows to increase the dimensions of the working space in the horizontal plane by 110 mm.
The body 13 of the grinding head is installed with the possibility of resetting by 180°. The axis of the hole for the grinding head and the axis of rotation of the body are shifted by 25 mm and this allows you to increase the dimensions of the working space in the vertical plane by 50 mm.
The drive motor rotates with the grinding head body.
Grinding head
The grinding head (Fig. 18) consists of a spindle I, mounted in a sleeve 2 on high-precision rolling bearings. In front of the spindle there is a conical hole for mounting mandrels with grinding wheels. An outer cone is made in the rear part of the spindle and a pulley 3 of the grinding head drive is installed. To tighten the mandrels, a ramrod 4 is installed inside.
Table
The table (Fig. 19) consists of two main parts: the actual table 2 and the working part I.
It is installed on the base 5 on roller guides 6 and moves in the longitudinal direction manually or from a hydraulic cylinder.
The working part of the table is swivel. The rotation angles are counted on two scales: with an accuracy of 1 ° (scale in the center) and up to 10 "(scale on the left). The turntable is fixed on the lower table using clamp I located in the middle of the turning part, and two along the edges of the bottom table 2.
The mechanism of manual movement of the table
The mechanism for moving the table (Fig. 20) is used to manually move the table in front of the machine. It consists of a shaft 2, at one end of which a flywheel 1 is fixed, at the second - a gear wheel 3, which engages with the table rack through an intermediate gear wheel.
Reverse mechanism
The reverse mechanism (Fig. 21) consists of two longitudinally movable stops I and 2, installed in the T-slot of the table, and a block of switches 3, located on the base of the table.
During manual operation, the hard stop, located at the base of the table, moves up and contacts on the table with stops I and 2, fixed to the required table travel.
When working from a hydraulic cylinder, the hard stop at the base of the table is recessed and the reverse occurs due to the non-contact operation of the limit switches.
Mandrel set
A set of mandrels (Fig. 23) is designed for mounting grinding wheels with a diameter of 200 to 50 mm of various profiles with bore diameters of 32, 20, 16 and 13 mm. On the machine, it is possible to process with abrasive, diamond and elbor circles. They are installed on the mandrel and fixed with a flange 3 using a central screw I. The mandrel with the grinding wheel is installed in the conical hole of the spindle of the grinding head 4 and fixed in it with a ramrod. Mandrels for wheels with a diameter of more than 100 mm are equipped with balancing crackers 2.
Balancing circles should be done on the knives. To install the mandrel with the grinding wheel on the knives, a balancing mandrel is used.
Cooling system
The cooling unit (Fig. 22) is installed at the back of the machine.
The armature is made in the form of a hose 2, which, using the bracket I, can be fixed on the base of the table or in another place convenient for work.
Cover kit
The machine is supplied with a set of casings C fig. 24) for circles with a diameter of 150, 125 and 100 mm (form PP, ChK, ChTs, T). The casing I is fixed on the protruding part of the grinding head with the help of a clamp 3, which has a radial groove with a rod 2 installed in it.
fixtures
Headstock universal
The universal headstock (Fig. 27) is designed for sharpening tail and attachment tools along the back and front surfaces located on the diameter or end, and is used as a front (drive) headstock for round and internal grinding, sharpening cutters, etc.
The tool installed in the spindle of the universal headstock can be rotated in three mutually perpendicular planes to the required angles, counted respectively on scales 8 and 9 on the swivel body 11 and plate 10.
Sharpening of the tool can be done with division along the dividing disk or along the support. The dividing disk 3 with 24 grooves is mounted on the pulley 2. The latch 6 is located on the swivel housing 4 and, when dividing along the stop, is removed from the groove.
The spindle is fixed from rotation with the help of button 5. The circular feed of the product is carried out with the help of button 7. The tool is fixed in the spindle with a ramrod I.
Grandma front
The headstock (Fig. 28) consists of a body I and a quill 2, which is fixed with a handle 3.
Headstock rear
The tailstock (Fig. 29) consists of a body I, a bushing 2 with a Morse taper 2 for the interchangeable center 3 and a handle 5 for retracting the center 3 when changing the product. Sleeve 2 is fixed with handle A. Center 3 is pushed out of sleeve 2 by pusher 6 with a button.
Universal prop
The universal support (Fig. 30) is designed to correctly set the tooth of the tool being sharpened with straight and helical teeth in relation to the grinding wheel (divided by the existing teeth), as well as to ensure the constant position of the tool during the sharpening process.
When sharpening straight teeth along the back edge, the angle is set by lowering the stop 2, which is aligned in the center, by rotating the head I with 20 divisions applied around the circumference. One turn of the head corresponds to a vertical movement of the stop 2 by I we, and a turn of one division of the limb corresponds to a movement of 0.05 mm.
The back angle is related to the value of the stop lowering from the center by the approximate dependence H=0.085 D a, where D is the diameter on which the stop is installed, and is the back angle.
The support is mounted on the table when sharpening a spur tool and on the base of the table go on the grinding head when sharpening spiral teeth. A special holder 3 secures the support 2 in various positions.
The performance of various work with the thrust is ensured by the presence of three replaceable steel plates, different in size and configuration.
When sharpening the tool, when fine adjustment to the back angle is not required (regrinding "by spark"), a rigid support 4 can be used, which is simpler and more convenient.
Wheel dresser
The fixture (Fig. 31) is designed for linear dressing of the grinding wheel with a diamond pencil or diamond substitute. The device is installed on the machine table. Editing can be done both with the longitudinal stroke of the table and with the transverse stroke of the grinding headstock. Bracket 2 is rotatable and can be fixed with screw 1 in any position.
Center setting tool
The fixture (Fig. 32) serves to align the stop or spindle axis of the grinding head along the height of the headstock centers. The template can be mounted on a table or on the top plane of the grinding head.
To align the end of the grinding wheel with the axis of the centers of the center headstocks (when sharpening the tool along the front edge), a center finder is used, which is installed in the hole in the tailstock or front headstock quill. The end face of the grinding wheel is brought to a stop in the cut off part.
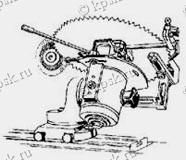
Attachment for external cylindrical grinding
The fixture (Fig. 33) serves to impart rotation to the product during cylindrical grinding. With it, you can carry out round grinding of cylinders and conical surfaces in the centers or with fastening of products in the conical hole of the drive headstock spindle.
The fixture is mounted on a universal headstock 2; a bracket 4 with a pulley 7 and a tensioner 8 is installed on the body 3 of the universal headstock. A plate 1 with a drive motor 6 is installed on the headstock bracket. The belt drive is closed by a casing 5. The casing 9 serves to protect the driving device.
Attachments, replacement parts, tools that are included in the delivery
- VZ-318M.92.010- Cover (for wheel Ø100 mm)
- VZ-318M.92.030- Cover (for wheel Ø150 mm)
- 3E642E.P4.020- Prop
- 3E642E.P4.010.19- Prop
- 3Е642Е.91.015- Mandrel (Ø 20 mm)
- 3Е642Е.91.016- Mandrel (Ø 32 mm)
- VZ-318M.93.000- Dust extraction
- VZ-318.P1- Headstock universal
- VZ-318.P2- Grandma front
- VZ-318.P3- Headstock rear
- 3E642E.P4- Universal prop
- VZ-318.P5- Device for linear dressing of a circle and setting centers
- VZ-318M.90.203- Center Finder
- VZ-318M.90.204- Centre
Attachments, replacement parts, tools and accessories for an additional fee
- VZ-318.P10- Device for cylindrical sharpening of drills (mm)
- VZ-318.P11- Vise with tapered shank (jaw length 80 mm)
- VZ-318.P16- Three-turn vice (jaw length 100 mm)
- VZ-318.P17- Attachment for external circular grinding
- VZ-318.P28- Device for sharpening in a spiral on the back surface (up to 63 mm)
- VZ-318.P41-02- Collet chuck (collets mm)
- VZ-318.P53- Device for sharpening cutting cutters (50 - 160 mm)
- VZ-318.P54- Device for face grinding of teeth of circular saws (200 - 400 mm)
- VZ-318.P55- Device for sharpening circular carbide saws on the surfaces of the teeth (200 - 500 mm)
- VZ-318.P56- Device for sharpening circular saws at the end of the teeth (200 - 450 mm)
- VZ-318.P84- Three-jaw chuck (100 mm)
- 3E642E.P7- Handyman
- 3E642E.P8- Headstock universal three-turn
- 3E642E.P8.055- Collet clamp
- 3E642E.P13- Device for sharpening along the radius
- 3E642E.P19- Device for sharpening countersinks and stepped drills (up to 50 mm)
- 3E642E.P22- Device for sharpening on a copier
- 3E642E.P23- Device for sharpening helical cutters (up to 160 mm)
- 3E642E.P25- Universal device for dressing a circle
- 3E642E.P28- Device for sharpening the tool in a spiral
- 3E642E.P30- Rotary table (400 x 140 mm)
- 3E642E.P31- Tailstock with adjustable center height
- 3E642E.P32- Set of backing plates
- 3E642E.P36- Device for sharpening shaped sharp cutters (50 - 100 mm)
- 3E642E.P37- Three-turn vice (jaw length 100 mm)
- 3E642E.P39- Headstock universal with a cone 7:24 (up to 250 mm)
- 3E642E.P50- Device for sharpening cutters along the radius (80 - 400 mm)
- 3E642E.P51- Device for backing taps (3 - 36 mm)
- 3E642E.P61- Grandma back with a large overhang
- 3E642E.P73- Grandma front with a large overhang
- B19-101- Vacuum cleaner (complete with sleeve L = 1.33m; D = 0.075 m)
- VZ-318E.60.000- Cooling
Schematic diagram of the machine 3E642

The electrical circuit of the grinding machine 3E642
3E642 universal grinding machine. Video.
Technical data and characteristics of the machine 3E642
| Parameter name | 3E642 | 3E642E |
|---|---|---|
| Main settings | ||
| Accuracy class according to GOST 8-82 | P | P |
| The largest dimensions of workpieces in the centers (length x diameter), mm | 630 x 250 | 630 x 250 |
| Height of centers above the desktop, mm | 125 | 125 |
| Machine worktable | ||
| Dimensions of the working surface of the table according to GOST 6569-75 (length x width), mm | 900 x 140 | 900 x 140 |
| The greatest longitudinal movement of the table, mm | 450 | 450 |
| Angle of rotation of the table in the horizontal plane, degrees | 0...45 | 0...45 |
| The speed of the longitudinal movement of the table (adjustable steplessly), m/min | - | 0,2 ... 12 |
| Headstock grinding | ||
| The largest vertical movement of the headstock, mm | 235 | 235 |
| The price of division of a limb of giving of vertical movement of a table, mm | 0,005 | 0,005 |
| The greatest transverse movement of the headstock, mm | 230 | 230 |
| The price of division of a limb of giving of cross movement, mm | 0,001 | 0,001 |
| The angle of rotation of the headstock in the horizontal plane, degrees | 360 | 360 |
| grinding head | ||
| The number of revolutions of the grinding wheel with stepless regulation, rpm | - | 2200...6400 |
| The number of revolutions of the grinding wheel with step regulation, rpm | 2200,3200, 4400,6400 | 2200,3200, 4400,6400 |
| The end of the grinding spindle according to GOST 2324-77 version 2 | Morse 4 | Morse 4 |
| The largest diameter of the installed grinding wheel according to GOST 2424-83 type PP, mm | 200 | 200 |
| The largest diameter of the installed grinding wheel according to GOST 2424-83 of other types, mm | 150 | 150 |
| Electrical equipment and machine drive | ||
| Number of electric motors on the machine | 4 | 5 |
| Spindle drive electric motor, kW (rpm) | 2,2 (3000) | 2,2 (3000) |
| Electric motor for vertical movement of the grinding headstock, kW (rpm) | 0,18(1500) | 0,18(1500) |
| Electric motor for vertical movement of the grinding head, kW (rpm) | 0,18 (1500) | 0,18 (1500) |
| Product drive electric motor, kW (rpm) | 0,25 (1500) | 0,25(1500) |
| Hydraulic drive motor, kW (rpm) | - | 1,1 (1000) |
| Productivity of the pump of a hydraulic drive, l/min | - | 10 |
| Cooling pump motor, kW (rpm) | 0,12 (2800) | 0,12 (2800) |
| Cooling pump capacity, l/min | 22 | 22 |
| The total installed power of all electric motors with step / stepless regulation, kW | 1,93 /- | 3,03 /3,73 |
| type of supply current | 50Hz, 380/220V | 50Hz, 380/220V |
| Dimensions and weight of the machine | ||
| Machine dimension, mm | 1745 x 1940 x 1550 | 1830 x 1940 x 1550 |
| Machine weight, kg | 1160 | 1200 |
Principles of our work:
We are an engineering company. We understand our equipment.
We are a manufacturing company. OOO PKF "StankoPostavka"» is part of an industrial holding, we have a permanent assembly and repair base.
— We offer machine tools from other factories at the prices of manufacturing plants, including VAT and delivery to Moscow. We provide technical support for our supplied equipment.
* Click on the picture to enlarge it
RUB 12,000.00
Available: 86
Attachments, accessories, additional equipment for universal grinding machines VZ-818 (VZ-318), 3E642, etc.
We bring to your attention accessories for grinding machine VZ-818 and 3E642. The standard package of these universal grinding machines includes: universal headstock VZ-318.P1, headstock VZ-318.P2, tailstock VZ-318.P3, universal support VZ-318.P4 and a device for dressing the circle and setting centers VZ- 318.P5.
New fixtures and equipment are also suitable for grinding machines that were previously produced, these are machine models 3A64D, 3V642, 3M642, 3D642E.
To increase the technological capabilities of the universal grinding machine for metal VZ-318 (3E642), additional equipment is offered, devices for extended circular grinding, internal grinding, for sharpening along a copier, cutters, cutters, a magnetic plate, for grinding saws, etc.
A detailed list of accessories for grinding machines VZ-318, 3E642:
- VZ-318.P10 device for cylindrical sharpening of drills.
- VZ-318.P11 vice with tapered shank
- VZ-318.P16 three-turn vice.
- VZ-318.P17 accessory for external grinding
- VZ-318.P26 device for sharpening tools in a spiral
- VZ-318.P28 device for sharpening the spiral tool on the back surface
- VZ-318.P41-02 collet chuck
- VZ-318.P53 tool for sharpening cut-off cutters
- VZ-318.P54 device for face grinding of teeth of a circular saw
- VZ-318.P56 device for sharpening circular saws at the end of the teeth
- VZ-318.P55 device for sharpening circular saws along the front and back surfaces of the teeth
- VZ-318.P84 three-jaw chuck
- 3E642.P7 handguard
- 3E642.P8 three-turn universal headstock
- 3E642.P13 tool for sharpening along the radius
- 3E642.P19 tool for sharpening countersinks and stepped drills
- 3E642.P22 (-01) copier sharpener
- 3E642.P23 tool for sharpening helical cutters
- 3E642.P25 (-01) universal device for dressing a circle
- 3E642.P30 rotary table
- 3E642.P31 tailstock with adjustable center height
- 3E642.P32 lining plates
- 3E642.P36 tool for sharpening shaped sharp cutters
- 3E642.P37 three-turn vice
- 3E642.P39 universal headstock with 7:24 cone
- 3E642.P50 tool for sharpening cutters along the radius
- 3E642.P51 device for backing taps
- 3E642.P61 long overhang tailstock
- 3E642.P73 long overhang headstock
- accessories for fixing grinding wheels
- protective covers
- adapter bushings
- balancing mandrel, center finder
