Гибка профильной трубы своими руками без трубогиба. Как изогнуть профиль для теплицы своими руками? Гибка профильной трубы: как это сделать правильно
Зачастую возникает вопрос, как согнуть профильную трубу без трубогиба? Известно, что выполнение различных строительных или ремонтных работ на загородном участке предполагает широкое использование профилированных труб .
Использование этого вида проката обладает целым рядом преимуществ:
- Он обладает большой прочностью при относительно малом весе.
- Профильную трубу можно применять при монтаже любых конструкций от теплицы до различных навесов, беседок или веранд.
- Возможность обработки сваркой или различными видами ручного инструмента позволяет выполнять большинство работ своими руками.
- Конструкция, собранная из квадратного профиля, будет смотреться гораздо привлекательнее, чем ее аналог из традиционной круглой трубы.
Если возникает желание сделать арочную конструкцию для украшения беседки или монтажа теплицы, придется выполнять изгиб вручную либо прибегать к помощи специалистов.
Основные особенности технологии изгиба

Необходимо четко понимать процессы, которые возникают в металле при его контролируемой деформации. Главная цель при этом – получение равномерно изогнутой формы без нарушения целостности прокатного профиля. Для правильного сгибания трубы любой формы поперечного сечения используют два способа:
- сгибание под воздействием внешнего усилия;
- сочетание давления и местного нагрева на участке изгиба.
В обоих случаях одновременно происходят следующие процессы – материал наружного слоя дуги будет растягиваться, а внутренний слой сжиматься. В результате загибания, значительное превышение нагрузки может привести к возникновению трещин и разрушению внешней стенки трубы. Внутренняя поверхность может потерять свою плавность, при этом образуются хорошо заметные складки металла. Нарушение технологии процесса может также вызвать коробление стенок трубы или нарушить их соосность. Подобное явление крайне негативно скажется на эстетике полученной арки и станет причиной ее вынужденной выбраковки.
Необходимо также учитывать и другие параметры. Большое значение будeт иметь радиус желаемого искривления, толщина стенки заготовки, ее материал и размеры поперечного сечения.
Промышленность выпускает профильные трубы, которые имеют квадратное, прямоугольное, овальное, плоскоовальное или круглое сечение. Использование при выполнении строительных работ изделий квадратной и прямоугольной формы имеет свои преимущества. Такие трубы гораздо удобней при выполнении монтажных работ. Они упрощают разметку, стыковку и подгонку элементов конструкции между собой. К плоской поверхности такого профиля гораздо проще крепить различные покрытия или совмещать их с другими материалами.

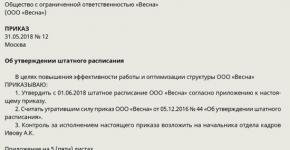
Способы холодной гибки труб: а -с обкаткой; б - наматыванием; в - волочением; г - вальцовкой; д - на двух опорах; е- растяжением; ж-с внутренним гидростатическим давлением; и - через фильеру, имеющую криволинейную ось; к - по копирам.
Особое внимание необходимо обращать на высоту сечения. Этот показатель определяет пластические параметры конкретного сорта прокатного материала. Исходя из его величины, производят расчет максимально возможного изгибания. Обозначим высоту литерой h. Тогда при величине до 20 мм загнуть трубу без разрушений можно на участке 2,5×h и более. В тех случаях, когда h>20 мм, формула имеет вид: 3,5×h и более. Нарушение этого правила приведет к образованию трещин или общему короблению металла.
Необходимо принимать во внимание толщину стенок профиля. Если она не превышает 2 мм, материал гнуть нецелесообразно. В таких случаях приходится применять сварку. Более толстые стенки поддаются изгибу, но увеличение толщины существенно его усложняет.
Свое влияние на процесс может иметь и материал прокатного профиля. Трубы из низколегированных и углеродистых сортов стали имеют значительную упругость. Такой материал после снятия внешней нагрузки стремится восстановить прежнюю форму. Это потребует выполнения повторной обработки вплоть до момента сохранения необходимого радиуса арки. Медные трубы лишены этого недостатка. Благодаря высокой пластичности материала, они легко изменяют форму и сохраняют измененное состояние после снятия нагрузки.
Способы гибки профиля и последовательность их выполнения
Выбор способа гибки зависит в первую очередь от величины поперечного сечения и имеющегося в наличии инструмента и оборудования. Обычно материалы небольших размеров изгибают в холодном состоянии. Такие трубы обладают достаточной пластичностью и поддаются контролируемой деформации при незначительных внешних усилиях. Для профиля большого размера нагрев, как правило, необходим. Температурное воздействие значительно увеличивает пластичность и уменьшает требуемую величину прилагаемого давления.
Для труб круглого сечения термическая обработка применяется при диаметре от 100 мм и более. Для квадратных и прямоугольных изделий расчет учитывает высоту среза. Если высота профиля до 10 мм, нагрев не применяется. При высоте от 10 до 40 мм способ обработки выбирается, исходя из опыта и возможностей исполнителя. Когда размер переваливает за 40 мм, местный нагрев необходим.
Наличие трубогиба позволяет изготавливать арочные конструкции без дополнительной термической обработки. В тех случаях, когда станочная обработка невозможна, следует выполнить пробное изгибание. Профиль зажимается в тиски, на его выступающий конец надевается труба большего диаметра, которую используют в качестве рычага для прилагаемого усилия. Применять нагрев не нужно.
Гибка с применением местного нагрева
Технология такой обработки предусматривает заполнение трубы песком. Его наличие во внутренней полости изделия гарантирует качество изготовления и равномерность арки.

Изначально необходимо приготовить две деревянные заглушки. Для плотного закупоривания они должны иметь пирамидальную форму. Длина пробок должна превышать ширину профиля в 10 раз. После изготовления пробки примеряют к отверстиям трубы, проверяя при этом плотность прилегания. Далее на одной из пробок пропиливают продольные пазы на боковых поверхностях. Их наличие необходимо для сброса перегретого воздуха из трубы при термической обработке. Определяется место будущего изгиба изделия и выполняется предварительный нагрев металла.
После этого приступают к подготовке песка. Лучше всего использовать сухой и чистый материал средней зернистости. Его последовательно просеивают через сита с ячейками в 2, а затем 0,7 мм. При этом удаляются крупные примеси, способные вызвать бугристую поверхность, и пыль, которая может спечься внутри трубы. Наполнитель подвергается прогреву до температуры 150ºС.
Забиваем в трубу пробку, не имеющую продольных пропилов, и через воронку засыпаем подготовленный песок. При засыпке необходимо постукивать деревянной киянкой по стенкам профиля для обеспечения уплотнения материала. После окончательного заполнения устанавливается и плотно забивается вторая пробка.
Полностью подготовленная труба располагается в тисках либо трубном зажиме рядом с шаблоном. При наличии трубного шва, его необходимо расположить на боковой поверхности арки. Размеченный мелом участок нагревается паяльной лампой до красного цвета и изгибается одним плавным нерезким движением. Полученная арка сравнивается с шаблоном, после чего пробки извлекаются, а наполнитель высыпается. Необходимо помнить, что неоднократный нагрев крайне нежелателен, так как он значительно снижает прочность материала.
Гибка без нагрева
Вопрос, как согнуть профильные трубы без трубогиба, можно решить и без температурного воздействия. Применение наполнителя зависит от размеров сечения. Если его высота не превышает 10 мм, песок не нужен. При больших размерах использование сыпучего материала весьма желательно. В качестве альтернативы возможно применение стальной пружины изготовленной из проволоки диаметром не менее 2 мм. Ее предварительно располагают в месте будущего изгиба для придания ему плавного равномерного контура. Технология самого процесса полностью совпадает с горячим способом за исключением нагрева металла.
Применение во время процесса изгибания профилированного металла ручных трубогибов или специализированных станков значительно ускоряет и облегчает процесс
Работа профессионалов гарантирует высокую точность контура и его качество. Но если возможность их привлечения недоступна, необходимо помнить, что эту работу можно выполнить самостоятельно, значительно сократив при этом свои расходы.
Сгибание профильной трубы – это как раз тот случай, когда без специального инструмента с поставленной задачей вам просто не справиться. Несмотря на кажущуюся не слишком прочной конструкцию, профильная труба (прямоугольного или квадратного сечения) даже с небольшой толщиной стенок способна выдержать значительные нагрузки без деформации.
Именно поэтому ее достаточно часто применяют в качестве каркаса для различных облегченных строений. Но если в силу необходимости у вас возникла потребность придать профильной трубе криволинейную форму, вам следует знать, как правильно ее согнуть без повреждения.
Профильный трубопрокат в отличие от круглого отличается формой сечения, которая бывает нескольких видов:
- квадратная;
- плоскоовальная;
- прямоугольная;
- овальная.
Как гласит регламент ГОСТа Р 54157-2010 в перечень профильной продукции также должна входить круглая труба. Однако для строительства теплиц чаще используется именно квадратная форма, так как к ней проще прикреплять покрытие.
Сегодня трубопрокатная продукция производится в широком ассортименте. Она различается по площади сечения, конфигурации и по толщине стенок. То есть касательно сгибания труб называется минимальный радиус закругления. Для начала следует определить минимальный радиус плоской округлой деформации. В противном случае заготовка не «переживет» сгибания и повредится.

Так, для определения наименьшего допустимого радиуса сгибания прямоугольной или квадратной трубы следует знать высоту (h) профиля, так как:
- трубопрокат с высотой выше 2 см способен выдержать без потерь деформации на участке длиной 3,5×h и больше;
- трубопрокат высотой до 2 см способен выдержать без потерь деформации на участке длиной 2,5×h и больше.
Отталкиваясь от этих лимитов, можно начинать конструировать процесс изготовления из профильной трубы полочки, стеллажи, рамы для форточек, окон и дверей, а также другие изделия. Также некоторые корректировки вносит и толщина стенок.
Если толщина стенок широкой трубы меньше 2 мм, то гнуть ее вообще не рекомендуется. В таком случае предпочтительней воспользоваться сваркой.
Если вы решили сделать теплицу из обычных низкоуглеродистых и углеродистых стальных сплавов, то они имеют свойство слегка «пружинить», т. е. возвращаться в свое исходное положение. Поэтому перед монтажными работами каждую арочную дугу необходимо будет перепроверить и при необходимости подогнуть по шаблону.
Способы сгибания

Профильную трубу можно согнуть либо вручную (с помощью ручного трубогиба), либо с помощью специального станка. Выбрать способ, можно опираясь на следующие основные моменты:
- если вам требуется согнуть небольшое количество профильных труб (от 1 до 5), то сделать это проще вручную;
- при больших размерах сечений труб и значительной толщине стенок вам придется воспользоваться станком-профилегибом;
- небольшой радиус закругления можно выполнить как вручную, так и используя станок.
Если вы не считаете себя человеком, обладающим значительной физической силой даже при использовании для ее усиления длинного рычага, то вам лучше не рассматривать вариант с ручным трубогибом.
Кроме того, если вы не собираетесь заниматься изгибом труб постоянно, то покупать какой-либо специальный инструмент для этих целей вам будет финансово невыгодно. В качестве выхода из такой ситуации можно:
- обратиться за помощью в ближайшую мастерскую, занимающуюся подобными работами;
- смастерить станок для сгибания профильных труб самостоятельно из подручных материалов;
- воспользоваться способом сгибания труб с помощью «болгарки» и сварки.

Здесь опишем 2 метода сгибания: нагревом и холодный метод.

Перед тем как вы начнете деформировать материал методом нагрева, его полость заполните песком. Это позволит значительно увеличить качество обработки, например, сгиб будет равномерным.
Для работы обязательно используйте брезентовые рукавицы.
Так, процесс работы выглядит следующим образом:
- Из деревянного бруска сделайте 2 пирамидальные заглушки. Их длина должна быть больше в 10 раз основания ширины. Что касается площади основания заглушки, то она должна быть в 2 раза больше отверстия трубы квадратного или прямоугольного сечения.
- Далее примерьте заглушки на трубу. На одной из них необходимо проделать пазы, чтобы из трубы в процессе нагревания могли выходить газы.
- Непосредственно перед процессом сгиба, заготовку следует обжечь.
- Теперь нужно заполнить внутренность трубы песком средней зернистости. В его составе должны быть полностью исключены камушки и гравий. Для этого весь песок просейте. Если в песке будут крупные фракции, то они могут посодействовать формированию неправильного рельефа изгиба. По этой причине песок следует просеять через сито с ячейками 0,7 мм. Если останутся пылеватые частицы, то при нагревании трубы они спекутся внутри.
- После очистки песка, всю массу прокалите при температуре 150°С.
- После этого один конец трубы забейте заглушкой, на которой нет каналов для отвода газов. На другую сторону трубы установите воронку и через нее порционно засыпайте песок. Периодически постукивайте стенки трубы, чтобы наполнитель мог хорошо уплотниться. Если звук при ударе деревянной киянки пустой, то это означает что труба заполнена хорошо.

- Закройте трубу пробкой.
- Место, которое следует гнуть, необходимо отметить мелом.
- Теперь трубу зажимаете с шаблоном в тисках. Если труба имеет сварной шов, то его расположите сбоку. Вдоль шва растягивать не рекомендуется.
- Отмеченный участок раскаливаете докрасна, а затем аккуратно придаете трубе необходимую форму. Сгибать следует в один прием поступательными движениями.
- Когда заготовка остыла, сравните ее с шаблоном. Если все совпадает и повторить процедуру не нужно, то можно выжечь пробки и высыпать песок.
В этой работе нельзя суетиться и спешить. Лишнее движение может искривить заготовку. Более того, важно соблюдать технику безопасности, ведь работать придется при большой температуре.
Нагревать трубы несколько раз не стоит. Под воздействием температурного шока, материал попросту теряет свою прочность, хуже всего она может разорваться при очередном ее накаливании до 800°С. Поэтому все следует сделать с первого раза. В таком случае вам получится сделать необходимые заготовки для сооружения теплицы.

Выполнить деформацию трубы можно и не прибегая к нагреву. Процесс сгиба холодным методом может выполняться как с наполнителем, так и без него. Например, если материал имеет высоту профиля до 1 см, то наполнитель не нужен. Если труба толстая, то ее заполнять песком необходимо. Также можно заполнить канифолью.
Хорошей альтернативой является пружина, которая устанавливается непосредственно на участке сгиба. За счет пружины, материал в местах сгиба будет защищен от резкого изменения сечения профиля. В этой статье рассматривается несколько методик того, как можно согнуть профильную трубу холодным методом.
Без трубогиба

Как уже говорилось можно использовать пружину, а также в комплекте с ней паяльную лампу. Для этого необходимо подготовить стальную проволоку Ø2 мм. Из нее изготавливаете пружину, чтобы она могла плотно войти внутрь трубы. Как вариант можете купить уже готовую пружину, предназначенную для гибки труб.
Так, пружина вставляется в отмеченное место и нагревается паяльной лампой.

Под таким устройством подразумевается несколько типов устройств, которые позволяют гнуть трубу с разным сечением как для теплиц, навесов, домашних оранжерей и других сооружений где используются металлические элементы каркаса. Трубогибы подразделяются на два типа:
- Роликовый. Очень часто его называют – профилегиб. Он применяется для сгибания трубы по плавным радиусам. Гибка проходит по принципу вальцовки трубы.
- Гидравлический рычажный. Эта техника также позволит выгнуть трубу под нужный угол. За счет специального рычага гнутье труб выполняется легко.

В целом использование трубогиба имеет ряд преимуществ, вот некоторые из них:
- Задействует меньше трудозатрат. При использовании устройства с электроприводом усилия вообще сводятся к нулю.
- Нет необходимости проводить сварочные работы, а также использовать добавочные фитинги.
- Благодаря соблюдению технологии сгиба, труба сохраняет свои технические характеристики и предотвращаются заломы и сплющивания.
- Готовые изделия получают идеально точную форму.
Самое сложное остается правильно выбрать станок. Выбор может зависеть от используемых труб, а именно от материала, из которого они сделаны. Например, если необходимо согнуть медную трубу, то достаточно использовать ручной трубогиб. Но если говорить за профильную трубу, то для ее сгиба лучше всего использовать роликовый трубогиб.

Ручной трубогиб – это приспособление, позволяющее согнуть трубу определенного сечения, приложив физические усилия. Трубогиб позволяет закрепить сгибаемую трубу для облегчения всей работы, а также подобрать необходимый радиус изгиба, ориентируясь на имеющиеся в его комплекте шаблоны.
Из-за довольно высокой физической сложности работы на ручном трубогибе его обычно применяют только для создания единичных гнутых профильных труб.

Одним из востребованных профилегибов является ручной станок «ПГ-1» и «ПГ-2». Первый вариант представляет собой достаточно мобильное устройство. Благодаря этому процесс сгиба можно осуществлять непосредственно на месте работы. Им можно сгибать трубы размером 40×40 мм. По своей конструкции оборудование имеет станину и 3 ролика, которые закреплены на ней. Центральный, а он и есть прижимной ролик осуществляет протяжку трубы. Удобная рукоятка позволяет проводить процесс работы достаточно легко.

Что касается другой модели «ПГ-2», то ее конструкция отличается большей мощностью. На этом станке можно сгибать трубы 30×60 мм. При необходимости на этом станке можно согнуть трубу в кольцо.
Станок для сгибания

Специальный станок, позволяющий согнуть трубы, не прикладывая при этом значительных усилий, называют профилегибом. Его единственным недостатком является высокая стоимость, поэтому его обычно используют в работе те, кто вынужден довольно часто изгибать трубы.
Используя станок, вы можете получить любой радиус изгиба профильной трубы без ее разрушения и деформации.
Сгибание происходит постепенно и поэтапно, каждый раз на небольшой угол изгиба, что позволяет предотвратить появление гофрированных участков, устранить которые практически невозможно. Отсутствие при применении этого вида оборудования рывков в работе дает возможность поверхности трубы остаться гладкой, так как сжатие одной стороны и растяжение другой происходит одновременно и очень медленно.
Для улучшения качества выполняемой работы рекомендуется дополнительно использовать метод сгибания профильной трубы, полностью заполненной жидкостью. Гидростатическое давление, появляющиеся при этом, не дает стенкам трубы деформироваться при изгибе. Чтобы жидкость не вылилась из трубы, на ее концы надеваются специальные заглушки. При этом следует очень внимательно следить за тем, чтобы труба была заполнена жидкостью полностью, без воздушных пузырьков. Кроме того, начинать сгибание такой трубы следует строго по центру, а не с краев.
«Болгарка» и сварка

Если вам необходимо согнуть одну профильную трубу, имеющую толстые стенки и большой размер сечения, то можете воспользоваться для этих целей «болгаркой» и сварочным аппаратом:
- Прежде всего, необходимо точно определить необходимый радиус изгиба, сделав шаблон из древесины.
- Затем следует каждые 5-10 сантиметров по длине трубы выполнить «болгаркой» надрезы трех ее сторон, оставляя целой всегда одну и ту же сторону трубы.
- После этого трубу необходимо приложить к шаблону и аккуратно и равномерно согнуть до необходимой формы.
- Далее вам остается лишь воспользоваться сварочным аппаратом и заварить все выполненные разрезы, вновь придав целостность трубе.
- Закончив сварочные работы, вам придется отшлифовать швы и покрыть трубу защитным слоем краски, чтобы предотвратить ее повреждение ржавчиной.
Так как согнуть профильную трубу по данной технологии быстро не получится, к тому же требуются навыки по работе с «болгаркой» и сварочным аппаратом, то этот способ используется редко и только для единичных конструкций.
Если вы строите или делаете ремонт дома, то можете столкнуться с необходимостью сгибания различных металлических конструкций. Обустройство арки для винограда или теплицы не обойдется без сгиба профильной трубы. Это не самое легкое и простое занятие. Ведь труба может мало того, что может деформироваться, она может попросту треснуть, а в худшем случае произойдет сплющивание. Вам придется либо заняться свариванием, либо просто избавиться от этой трубы.
Технологии изгиба профильных труб
Существует несколько основных технологий для выполнения деформаций. Рассмотрим каждую из них:
- использование профилегиба;
- применение трубогиба;
- использование народных методов.
Применение пружины в какой-то степени похоже на способ с водой. Ее специально сжимают, накручивая, к примеру, на металлический или деревянный стержень, и вводят в трубу. Толщина проволоки, из которой вы будете делать пружину, должна быть порядка 2-4 мм. Только учтите, что ее потом придется извлечь. Берут лампу для пайки и тщательно разогревают требуемый участок, затем быстро начинают гнуть. При этом желательно использовать какой-то упор (шаблон) подходящих размеров. После достижения нужного состояния трубы ждут ее остывания и по возможности извлекают проволоку. Так вы снижаете вероятность сопутствующих деформаций, избегаете трещин, гармошек и других нежелательных процессов на трубе.
 Для сгибания квадратной трубы народные умельцы с успехом применяют необычный способ. С одного конца труба укупоривается, заполняется обычной водопроводной водой, выносится на мороз либо засовывается в морозилку (если позволяют размеры). После полного отвердевания аккуратно придается изделию нужная форма. Эта технология подойдет для медных, латунных и дюралевых труб.
Для сгибания квадратной трубы народные умельцы с успехом применяют необычный способ. С одного конца труба укупоривается, заполняется обычной водопроводной водой, выносится на мороз либо засовывается в морозилку (если позволяют размеры). После полного отвердевания аккуратно придается изделию нужная форма. Эта технология подойдет для медных, латунных и дюралевых труб.
И последний, экологичный способ придания изделию нужной формы связан со сгибанием при помощи песка и соли. Как известно, их используют для глубокого прогревания при бронхитах, воспалениях суставов. Эти вещества обладают свойством длительного сохранения своего тепла и характеризуются инфракрасным излучением. Если вы взяли песок, то его нужно хорошо подготовить: промойте, просейте, удалите посторонние примеси. Так вы избежите казусов. Трубу укупоривают с одной стороны, можно с помощью деревянного бруска и наполняют нагретым песком. Можете его разогреть на сковороде, можете с помощью паяльной лампы или любым другим способом. Закрывают трубу с другой стороны и опять, применяя подходящий шаблон, деформируют изделие до нужного угла. Если что-то не получается, подогрейте трубу с песком лампой. Действие этого вещества аналогично другим наполнителям. Так смягчается давление, и изделие с меньшими потерями мягче принимает нужную форму.
Как видите, способов согнуть профильную трубу великое множество. Причем совершенно необязательно применять дорогостоящее оборудование.
Если вы затеяли ремонт, то вам могут понадобиться трубы. Но не всегда в этом случае они должны быть идеально ровными. При этом возникает вопрос о том, как согнуть трубу без трубогиба. Если вам будут знакомы хитрости этого процесса, то вы сможете решить задачу довольно просто.
Как согнуть трубу под прямым углом
Металл выступает в качестве достаточно прочного материала, но при особом воздействии его можно согнуть. На сегодняшний день известно несколько способов решения этого вопроса. В качестве первой технологии выступает использование колышков. Но вы должны помнить, что такой способ может повлечь повреждение трубы или даже ее поломку. Избежать этого можно, заполнив внутреннюю полость сухим песком. С обоих концов следует установить заглушки.
На следующем этапе можно начинать сгибание. Для этого в землю вкапываются колышки. Их вы будете использовать в роли рычагов. Если в своих силах вы не уверены, то для начала следует потренироваться на ненужных отрезках труб. Если перед вами встал вопрос о том, как согнуть трубу без трубогиба, то с помощью данной технологии вы сможете изменить форму изделия, диаметр которого варьируется в пределах от 16 до 20 мм. Для труб более внушительного диаметра данная методика не подходит, так как процесс окажется довольно сложным. Важно учесть ещё и материал, который лежит в основе. Например, для оцинковки рекомендуется использовать другие способы.
Использование технологии нагрева
Перед тем как согнуть трубу без трубогиба, вы должны подумать о том, какая технология для этого лучше подойдёт. Возможно, отличным решением станет нагрев. Этот метод обычно используется для стального и алюминиевого трубопровода. Для процедуры изделие фиксируется в тисках, но предварительно его следует заполнить и нагреть газовой горелкой то место, которое вы планируете изгибать. Температура определяется довольно просто: при приближении листка бумаги к трубе он должен начинать дымится. Когда используется стальная заготовка, при нагревании она должна становиться красной. Для безопасности мастеру следует надеть перчатки.

Плоскопараллельная пластина
Если перед вами встала задача, как согнуть трубу без трубогиба, вы можете применить плоскопараллельную пластину. Данная методика предполагает фиксацию изделия в зажиме. После этого можно осуществить изгиб, а делать это необходимо вдоль пластины. Этот прием считается не только экономичным, но и простым. Для того чтобы добиться положительного результата, следует применить несколько пластин, каждая из которых имеет разную кривизну. Основным условием выступает использование стальной трубы. Длина изделия должна оказаться достаточно внушительной.

Использование металлической пружины
Довольно часто домашние мастера задумываются над вопросом о том, как согнуть трубу без трубогиба в домашних условиях. Для этого можно использовать металлическую пружину. Данная методика отлично подходит для труб из цветных металлов, которые отличаются хорошей пластичностью.
Для предотвращения деформации используется пружина. Чтобы получить хороший результат, следует учитывать размер пружины, который должен соответствовать внутреннему диаметру металлической конструкции. Это требование обусловлено тем, что трубу предстоит вставить в полость. После этого можно осуществлять сгибание, привязав пружину с помощью проволоки, чтобы упростить процесс дальнейшего его извлечения.

Если вам нужно согнуть профильную трубу без трубогиба, воду можно использовать в роли наполнителя взамен песка. Полость трубы заполняется, после этого изделие закупоривается с двух сторон заглушками. Воду следует заморозить, а после нагреть материал. Однако этот способ нельзя использовать для оцинкованных заготовок.

Профильная труба и ее видоизменение
Данная разновидность металлоконструкции довольно популярна при возведении теплиц и беседок на приусадебном участке. Главной особенностью стройматериала выступает то, что при сгибании его можно повредить. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия позволяют исключить вероятность повреждения трубы и достичь отличного результата. Данный приём подходит для латунного и дюралевого трубопровода.
Если вы задумались над вопросом о том, как согнуть трубу без трубогиба для навеса, то использовать для этого можно Она применяется для квадратных профильных изделий. Трубопровод устанавливается на надежные опоры, а после в ход идет киянка. Действия должны быть аккуратными и плавными, чтобы исключить вероятность повреждения. Если необходимо добиться большого угла, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна быть согнута.

Методы сгибания металлопластика
Довольно часто владельцы загородной недвижимости задаются вопросом о том, как самому согнуть трубу без трубогиба. Когда в наличии металлопластик, то можно использовать собственные силы, не применяя подручные средства. Изделие зажимается и плавно сгибается. При этом важно исключить вероятность появления перегиба. Важно руководствоваться правилами, которые гласят, что на каждые 2 см заготовки угол сгибания может составить 15°.
Если перед вами встал вопрос о том, как согнуть трубу без трубогиба для теплицы, то вы можете использовать куски проволоки, которыми заполняется внутренняя полость. Это позволяет добиться ровного и плавного изгиба в самые короткие сроки. В качестве наполнителя можно использовать сухой мелкий песок. Он засыпается внутрь, а края закрываются заглушками. Затем один конец изделия необходимо зафиксировать, обеспечив надежность и прочность крепления. С помощью газовой горелки или паяльной лампы место сгиба следует нагреть. Материал проверяется на готовность листком бумаги.

Методы сгибания полипропиленовой трубы
При необходимости изменить направление изгиба можно использовать один из двух возможных методов. Первый предполагает нагрев места сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева составляет 150 °C. Руки следует защитить перчатками, которые устойчивы к воздействию высоких температур.
На заключительном этапе изделие сгибается до необходимой формы. Утолщенная стенка должна быть расположена с внешней стороны изгиба. Как только материал охладится, его нужно будет проверить на наличие трещин и вмятин. Ещё один способ сгибания такой трубы - холодный. Однако радиус изгиба не должен оказаться больше 8 диаметров, в противном случае изделие может сломаться.
Как согнуть пластиковую трубу
Для того чтобы согнуть ПВХ-трубу, необходимо купить древесноволокнистые плиты. Из них вы сможете соорудить оправу, которая понадобится для придания конструкции определённой формы. Как только плите вы придадите желаемую форму, следует отшлифовать ее, лучше для этого использовать мелкую наждачную бумагу.
На следующем этапе необходимо сформировать оболочку из силикона для пластиковой заготовки. Она выступит креплением ПВХ-конструкции в оправе. Кроме того, она выполнит защитную роль от сколов, механических повреждений и царапин. Предмет помещается в подготовленную защитную оболочку, а после место изгиба нагревается. Пластмасса размягчается и садится на оправу. Такие действия позволят получить желаемую форму пластиковой заготовки. Изделие оставляется до момента остывания. Для этого будет достаточно 15 минут. После ПВХ-трубу можно будет извлечь из оправы, оставив ее до полного остывания.
Если перед вами встал вопрос, как согнуть алюминиевую трубу без трубогиба, то для проведения работ можно использовать болгарку, с помощью которой на месте предполагаемого сгиба необходимо проделать несколько тонких надрезов. Изделие предварительно зажимается в тисках. Как только пропилы выполнены, их следует очистить от стружки, только после можно начинать сгибать трубу.
Иногда изделие необходимо согнуть в виде окружности. Как только кольцо замкнется, отверстия завариваются, а некоторые мастера и вовсе для этого используют паяльник. Для того чтобы сделать место сгиба аккуратным, его дополнительно шлифуют и покрывают защитным средством. Это позволяет исключить коррозию и преждевременное разрушение соединения.
Заключение
Не имеет значения, какой материал лежит в основе трубы. Идеального изгиба добиться достаточно сложно. Но если вначале ознакомиться с теорией, то согнуть трубу можно будет даже без трубогиба.
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.

Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм , потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.

Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для , нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.

Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.

Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.

Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.

Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.

Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.

Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.

Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.